Ok. Thanks
The reason I see to need a line bore is because of clearances. Not sure what some one else may have done in years earlier. I was hired for a rebuild of the N62. I disassembled and sent the engine out for machining. The engine sat at the machine shop for months before finally being done. I brought it back to my shop for assembly, as usual. The crank was turned to .020 under, and measures correctly. The rods are .030 under, and pistons are .020 over.
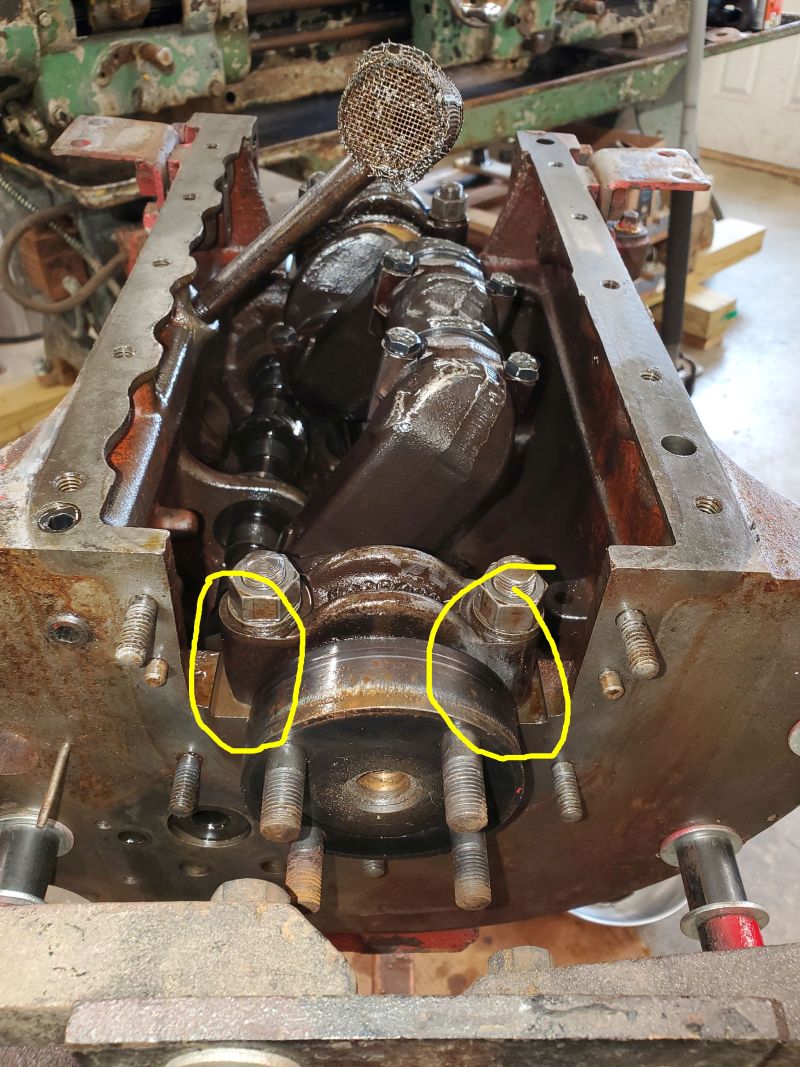
During assembly I determined with plasti-gauge that I had .005 -- & .006 main clearances. Rods clearances are fine. I sent the engine back to the machine shop to help figure out what was going on. The engine sat there for over 6 months with out being looked at. I finally pulled it and found another local, recommended shop.
The new shop trying to measure the bore in the block, is having trouble depending where the cap tightens down. He figured probably end up shaving the caps and re- line boring. That's where we are now.
I'll talk with him again
On a side note, to bad about my previous shop. There were two
partners, and I most;y dealt with the main man who for all intent and
purposes ran the shop. Nice, smart, good ole boy, old timer. We did over 35 engines together. He retired
and sold out to his partner, who while a good automotive machinist,
apparently cannot schedule and may have now lost one of, if not his best,
customer.









 Topic Options
Topic Options

 Post Options
Post Options") Thanks(0)
Thanks(0)